
–Т—Л–і–≤–Є–ґ–љ–∞—П –љ–∞—Б–∞–і–Ї–∞ –Ї–Њ–≤—И–∞ —П–≤–ї—П–µ—В—Б—П –≤–∞–ґ–љ–Њ–є —Б–Є—Б—В–µ–Љ–Њ–є —Г–њ—А–∞–≤–ї–µ–љ–Є—П –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–Њ–Љ —Б—В–∞–ї–Є.. –Х—Б–ї–Є –≤ —Б–Є—Б—В–µ–Љ–µ –њ—А–Њ—В–µ–Ї–∞–µ—В —Б—В–∞–ї—М –≤–Њ –≤—А–µ–Љ—П –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П, –≠—В–Њ —Б–µ—А—М–µ–Ј–љ–Њ –Њ–≥—А–∞–љ–Є—З–Є—В —Б—В–∞–±–Є–ї—М–љ–Њ–µ –Є –њ–ї–∞–≤–љ–Њ–µ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–Њ –Є —Г–≥—А–Њ–ґ–∞–µ—В –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є –њ–µ—А—Б–Њ–љ–∞–ї–∞ –Є –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П. –Т —Н—В–Њ–є —Б—В–∞—В—М–µ –∞–љ–∞–ї–Є–Ј–Є—А—Г—О—В—Б—П —А–∞–Ј–ї–Є—З–љ—Л–µ —Д–∞–Ї—В–Њ—А—Л, –Ї–Њ—В–Њ—А—Л–µ –≤–ї–Є—П—О—В –љ–∞ —Г—В–µ—З–Ї—Г —Б–Є—Б—В–µ–Љ—Л –њ–ї–∞—Б—В–Є–љ–Ї—Г —Б –Њ–≥–љ–µ—Г–њ–Њ—А–љ—Л–Љ –≥–Њ—А–ї–Њ.

–Р–љ–∞–ї–Є–Ј –њ—А–Є—З–Є–љ—Л —Г—В–µ—З–Ї–Є —Б—В–∞–ї–Є –Є–Ј –њ–ї–∞—Б—В–Є–љ—Л —Б —Г–њ–Њ—А–љ–Њ–є –≤–Њ—А–Њ—В.
1. –£—В–µ—З–Ї–∞ –њ–ї–∞—Б—В–Є–љ—Л –і–ї—П —Б–Ї–Њ–ї—М–ґ–µ–љ–Є—П, –≤—Л–Ј–≤–∞–љ–љ–∞—П –Љ–µ—Е–∞–љ–Є—З–µ—Б–Ї–Є–Љ–Є –њ—А–Є—З–Є–љ–∞–Љ–Є
–Ш–Ј -–Ј–∞ —З–∞—Б—В–Є—З–љ–Њ–є –і–µ—Д–Њ—А–Љ–∞—Ж–Є–Є –Ї—А–Њ–љ—И—В–µ–є–љ–∞ –Є–ї–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –љ–µ–Ї–Њ—В–Њ—А—Л—Е –Є—Б—В–Њ—З–љ–Є–Ї–Њ–≤, –°–Є–ї–∞ –Ј–∞–ґ–Є–Љ–∞ —Б –Њ–±–µ–Є—Е —Б—В–Њ—А–Њ–љ –њ—А–Њ—В–Є–≤–Њ—А–µ—З–Є—В, –≤ —А–µ–Ј—Г–ї—М—В–∞—В–µ –љ–µ—А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ–≥–Њ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–≥–Њ –і–∞–≤–ї–µ–љ–Є—П –Љ–µ–ґ–і—Г –і–≤—Г–Љ—П —Б–ї–∞–є–і -–Ї–Є—А–њ–Є—З–∞–Љ–Є, –Ю–і–љ–∞ —Б—В–Њ—А–Њ–љ–∞ –њ–Њ–і–≤–µ—А–ґ–µ–љ–∞ –±–Њ–ї—М—И–µ–є —Б–Є–ї–µ, –Є –і—А—Г–≥–∞—П —Б—В–Њ—А–Њ–љ–∞ –њ–Њ–і–≤–µ—А–ґ–µ–љ–∞ –Љ–µ–љ—М—И–µ–є —Б–Є–ї–µ. –Ъ–Њ–≥–і–∞ –і–∞–≤–ї–µ–љ–Є–µ —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–є —Б—В–∞–ї–Є –њ—А–µ–≤—Л—И–∞–µ—В –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–љ–Њ–µ –і–∞–≤–ї–µ–љ–Є–µ —Б –Њ–±–µ–Є—Е —Б—В–Њ—А–Њ–љ –Љ–µ–ґ–і—Г –і–≤—Г–Љ—П —Б–ї–∞–є–і–∞–Љ–Є, —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–∞—П —Б—В–∞–ї—М –±—Г–і–µ—В –≤—Е–Њ–і–Є—В—М –Љ–µ–ґ–і—Г –і–≤—Г–Љ—П –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П–Љ–Є —Б–ї–∞–є–і–∞, –Ј–∞—Б—В–∞–≤–ї—П—П —Б–ї–∞–є–і –Ј–∞–ґ–Є–Љ–∞—В—М —Б—В–∞–ї—М –Є–ї–Є —Г—В–µ—З–Ї—Г —Б—В–∞–ї–Є.
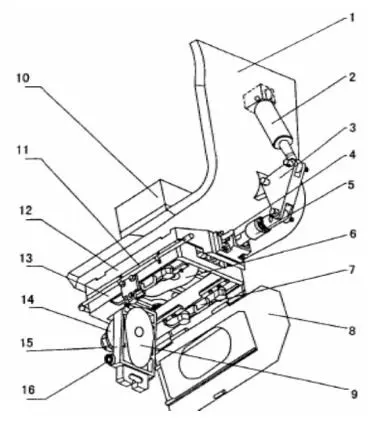
–°—Е–µ–Љ–∞—В–Є—З–µ—Б–Ї–∞—П –і–Є–∞–≥—А–∞–Љ–Љ–∞ –Я–ї–∞—Б—В–Є–љ–∞ –і–ї—П –≤–Њ—А–Њ—В.: 1. –Ъ–Њ–≤—И–∞ —Б—В–µ–љ–∞; 2. –У–Є–і—А–∞–≤–ї–Є—З–µ—Б–Ї–Є–є —Ж–Є–ї–Є–љ–і—А; 3. –®—В–∞—В–Є–≤; 4. –Я–Њ–і–і–µ—А–ґ–Є–≤–∞—В—М; 5. –Я–Њ—В—П–љ—Г—В—М —Б—В–µ—А–ґ–µ–љ—М; 6. –Т–µ—А—Е–љ–Є–є —Б–ї–∞–є–і; 7. –Э–∞–ґ–∞—О—Й–∞—П —З–∞—Б—В—М; 8. –Ю—Е—А–∞–љ—П–µ–Љ–∞—П —В–∞—А–µ–ї–Ї–∞; 9. –Э–Є–ґ–љ–Є–є —Б–ї–∞–є–і; 10. –Т–Њ–і—П–љ–Њ–є –±–∞–Ј–Њ–≤—Л–є –Ї–Є—А–њ–Є—З; 11. –•–Њ–ї–Њ–і–љ–∞—П –≤–Њ–Ј–і—Г—И–љ–∞—П —В—А—Г–±–∞; 12. –Ъ–≤–∞–і—А–∞—В–љ–∞—П –љ–Є–ґ–љ—П—П –њ–ї–∞—Б—В–Є–љ–∞; 13. –Ъ—А–Њ–љ—И—В–µ–є–љ; 14. –Т–љ—Г—В—А–µ–љ–љ–Є–є —А—Г–Ї–∞–≤ –≤ –љ–Є–ґ–љ–µ–є —З–∞—Б—В–Є –≤–Њ–і—Л; 15. –°–Ї–Њ–ї—М–Ј—П—Й–∞—П —В–µ–ї–µ–ґ–Ї–∞; 16. –Ґ—А–Њ–ї–ї–µ–є–љ–Њ–µ —Б–Ї–Њ–ї—М–Ј—П—Й–µ–µ –Ї–Њ–ї–µ—Б–Њ
–Ш–Ј -–Ј–∞ –њ–∞–і–µ–љ–Є—П –њ–Њ–ї–Ј—Г–љ–Ї–∞ –Є–ї–Є –Њ—Б–ї–∞–±–ї–µ–љ–Є—П –љ–Є–ґ–љ–µ–≥–Њ –≤—А–∞—Й–∞—О—Й–µ–≥–Њ—Б—П —А—Г–Ї–∞–≤–∞, –і–∞–≤–ї–µ–љ–Є–µ –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –њ–ї–∞—Б—В–Є–љ—Л –љ–µ–і–Њ—Б—В–∞—В–Њ—З–љ–Њ, —З—В–Њ –Љ–Њ–ґ–µ—В –ї–µ–≥–Ї–Њ –њ—А–Є–≤–µ—Б—В–Є –Ї —В–Њ–Љ—Г, —З—В–Њ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –њ–ї–∞—Б—В–Є–љ—Л –Ј–∞–ґ–Є–Љ–∞–µ—В —Б—В–∞–ї—М, –Ї–Њ–≥–і–∞ –њ–Њ—В–Њ–Ї –Ї–Њ–љ—В—А–Њ–ї–Є—А—Г–µ—В—Б—П –≤–Њ –≤—А–µ–Љ—П –њ—А–Њ—Ж–µ—Б—Б–∞. –Я–Њ –Љ–µ—А–µ —Г—Б–Є–ї–µ–љ–Є—П –Ј–∞–ґ–Є–Љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–ї–∞—Б—В–Є–љ—Л —Г—Б–Є–ї–Є–≤–∞–µ—В—Б—П, –†–∞–Ј—А—Л–≤ –Љ–µ–ґ–і—Г —Б–ї–∞–є–і -–њ–ї–∞—Б—В–Є–љ–∞–Љ–Є –њ–Њ—Б—В–µ–њ–µ–љ–љ–Њ —Г–≤–µ–ї–Є—З–Є–≤–∞–µ—В—Б—П, –Є, –љ–∞–Ї–Њ–љ–µ—Ж, –≤—Л–Ј—Л–≤–∞–µ—В —Г—В–µ—З–Ї—Г —Б—В–∞–ї–Є. –Я–∞–і–µ–љ–Є–µ —Б–ї–∞–є–і–µ—А–∞ –Ј–∞—Б—В–∞–≤–ї—П–µ—В —В–µ–ї–µ–ґ–Ї—Г –љ–µ –Љ–Њ–ґ–µ—В –њ–Њ–і–і–µ—А–ґ–Є–≤–∞—В—М –≥–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ—Г—О —А–∞–±–Њ—В—Г –≤–Њ –≤—А–µ–Љ—П —А–∞–±–Њ—В—Л, –≤ —А–µ–Ј—Г–ї—М—В–∞—В–µ –њ—А–Њ–±–µ–ї—Л –Љ–µ–ґ–і—Г —Б–ї–∞–є–і -–њ–ї–∞—Б—В–Є–љ–∞–Љ–Є; –Ъ–Њ–≥–і–∞ –љ–Є–ґ–љ–Є–є –≤—А–∞—Й–∞—О—Й–Є–є—Б—П —А—Г–Ї–∞–≤ —А–∞—Б–њ—Г—Й–µ–љ, –Э–Є–ґ–љ—П—П —Б–ї–∞–є–і -–њ–ї–∞—Б—В–Є–љ–∞ –±—Г–і–µ—В —В–Њ–љ—Г—В—М, –њ—А–Є–≤–Њ–і—П –Ї –Ј–∞–Ј–Њ—А–∞–Љ –Љ–µ–ґ–і—Г –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П–Љ–Є –њ–ї–∞—Б—В–Є–љ—Л.
–°—В–∞–ї—М–љ–∞—П —Г—В–µ—З–Ї–∞, –≤—Л–Ј–≤–∞–љ–љ–∞—П –Ї–Њ–≤—А–Њ–Љ

вСі –Я—А–Є –љ–∞–ї–Є—З–Є–Є —Б—В–∞–ї–Є, –Њ–±—А–∞–±–Њ—В–∞–љ–љ–Њ–є –Ї–∞–ї—М—Ж–Є–µ–Љ, —Б –≤—Л—Б–Њ–Ї–Є–Љ —Г—А–Њ–≤–љ–µ–Љ –Љ–∞–љ–≥–∞–љ—Б–Ї–Њ–є —Б—В–∞–ї–Є, –Т–µ—А—Е–љ—П—П –≤–Њ–і–∞ –Є —Б–ї–∞–є–і -–Ї–Є—А–њ–Є—З–Є –Є–Љ–µ—О—В –њ–ї–Њ—Е—Г—О –Ї–Њ—А—А–Њ–Ј–Є–Њ–љ–љ—Г—О —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В—М, –Т—Е–Њ–і –≤–Њ–і—Л –Є —Б–ї–∞–є–і –±—Л—Б—В—А–Њ —А–∞—Б—И–Є—А—П—О—В—Б—П, –Є —Н—Д—Д–µ–Ї—В–Є–≤–љ—Л–є —Е–Њ–і —Б–ї–∞–є–і–∞ —Б—В–∞–љ–Њ–≤–Є—В—Б—П –Љ–µ–љ—М—И–µ, –Ї–Њ—В–Њ—А—Л–є –Љ–Њ–ґ–µ—В –ї–µ–≥–Ї–Њ –њ—А–Є–≤–µ—Б—В–Є –Ї –≤—Л—Е–Њ–і—Г –Є–Ј -–Ј–∞ –Ї–Њ–љ—В—А–Њ–ї—П –Є–ї–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–ї–∞—Б—В–Є–љ—Л –Ј–∞–ґ–∞—В—М —Б—В–∞–ї—М.
вСµ –Т–µ—А—Е–љ–Є–µ –Є –љ–Є–ґ–љ–Є–µ —Б–ї–∞–є–і-–Ї–Є—А–њ–Є—З–Є –Є–Љ–µ—О—В –љ–Є–Ј–Ї—Г—О –≤—Л—Б–Њ–Ї—Г—О —Б–Є–ї—Г –Є–ї–Є –њ–ї–Њ—Е—Г—О —Б–Њ–њ—А–Њ—В–Є–≤–ї–µ–љ–Є–µ “—В–µ–њ–ї–Њ–≤–Њ–є —Г–і–∞—А”. –Ф–Њ —В–Њ–≥–Њ, –Ї–∞–Ї —Б–ї–∞–є–і –±—Г–і–µ—В –≤—Л–ї–Є—В—М, –Ъ–Њ–≥–і–∞ —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–ї–∞—Б—В–Є–љ—Л (~ 350 вДГ) –љ–∞—З–Є–љ–∞–µ—В –Ј–∞–ї–Є—В—М —Б—В–∞–ї—М, –Ч–∞–ї–Є–≤–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ –≤–љ–µ–Ј–∞–њ–љ–Њ –Ї–Њ–љ—В–∞–Ї—В–Є—А—Г–µ—В —Б –≤—Л—Б–Њ–Ї–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А–љ–Њ–є —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–є —Б—В–∞–ї—М—О (~ 1580 вДГ) –Є –њ–Њ–і–≤–µ—А–≥–∞–µ—В—Б—П —Б–Є–ї—М–љ—Л–Љ “—В–µ–њ–ї–Њ–≤–Њ–є —Г–і–∞—А”. –Т–љ–µ—И–љ—П—П –Ј–∞–ї–Є–≤–∞—О—Й–∞—П –Њ—В–≤–µ—А—Б—В–Є–µ —Б–Њ–Ј–і–∞–µ—В —А–∞—Б—В—П–≥–Є–≤–∞—О—Й–µ–µ –љ–∞–њ—А—П–ґ–µ–љ–Є–µ, –њ—А–µ–≤—Л—И–∞—О—Й–µ–µ –њ—А–Њ—З–љ–Њ—Б—В—М —Б–ї–∞–є–і–∞, –Њ–±—А–∞–Ј—Г—П —А–∞–і–Є–∞–ї—М–љ—Л–µ —В—А–µ—Й–Є–љ—Л, —Ж–µ–љ—В—А–Є—А–Њ–≤–∞–љ–љ—Л–µ –љ–∞ –Ј–∞–ї–Є–≤–љ–Њ–Љ –Њ—В–≤–µ—А—Б—В–Є–Є. –Я–Њ—П–≤–ї–µ–љ–Є–µ —В—А–µ—Й–Є–љ —Г—Б–Ї–Њ—А—П–µ—В —Е–Є–Љ–Є—З–µ—Б–Ї—Г—О —Н—А–Њ–Ј–Є—О, –Ш –≤ —В–Њ –ґ–µ –≤—А–µ–Љ—П, –†–µ–∞–Ї—Ж–Є–Є —Е–Є–Љ–Є—З–µ—Б–Ї–Њ–є —Н—А–Њ–Ј–Є–Є —Б–њ–Њ—Б–Њ–±—Б—В–≤—Г—О—В –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—О –Є —А–∞—Б—И–Є—А–µ–љ–Є—О —В—А–µ—Й–Є–љ (–≤ —В—П–ґ–µ–ї—Л—Е —Б–ї—Г—З–∞—П—Е, –Ґ—А–µ—Й–Є–љ—Л –њ—А–Њ—Б–∞—З–Є–≤–∞—О—В —Б—В–∞–ї—М –Є —Г—В–µ—З–Ї—Г —Б—В–∞–ї–Є).
вСґ –†–∞–±–Њ—З–Є–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –≤–µ—А—Е–љ–Є—Е –Є –љ–Є–ґ–љ–Є—Е —Б–ї–∞–є–і–Њ–≤ –Є–Љ–µ—О—В –њ–ї–Њ—Е—Г—О –≤—Л—Б–Њ–Ї–Њ—В–µ–Љ–њ–µ—А–∞—В—Г—А–љ—Г—О —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В—М –Ї –Є–Ј–љ–Њ—Б—Г (–°–ї–∞–є–і -–Љ–∞—В–µ—А–Є–∞–ї –Є–Љ–µ–µ—В –њ–ї–Њ—Е—Г—О —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В—М –Ї –Њ–Ї–Є—Б–ї–µ–љ–Є—О, –Є–ї–Є –≤–µ—А—Е–љ–Є–µ –Є –љ–Є–ґ–љ–Є–µ —Б–ї–∞–є–і—Л –Є–Љ–µ—О—В –њ–ї–Њ—Е—Г—О –њ–Њ—Б–∞–і–Ї—Г, –†–∞–Ј—А—Л–≤ —Б–ї–Є—И–Ї–Њ–Љ –±–Њ–ї—М—И–Њ–є, –Є –≤–Њ–Ј–і—Г—Е –≤–і—Л—Е–∞–µ—В—Б—П –≤–Њ –≤—А–µ–Љ—П –Ј–∞–ї–Є–≤–Ї–Є —Б—В–∞–ї–Є –њ—А–Є–≤–Њ–і–Є—В –Ї –Њ–Ї–Є—Б–ї–µ–љ–љ–Њ—Б—В–Є —Б–Ї–Њ–ї—М–Ј—П—Й–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є, –∞ –њ—А–Њ—З–љ–Њ—Б—В—М —Г–Љ–µ–љ—М—И–∞–µ—В—Б—П), –Ш —Б–Ї–Њ–ї—М–Ј—П—Й–∞—П –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –ї–µ–≥–Ї–Њ “–≥—А—Г–±—Л–є”. –Я–Њ—Б–ї–µ –њ—А–Њ–љ–Є–Ї–љ–Њ–≤–µ–љ–Є—П —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–є —Б—В–∞–ї–Є, —В–Њ—В “—И–µ—А–Њ—Е–Њ–≤–∞—В—Л–є” —П–≤–ї–µ–љ–Є–µ —Г—Б—Г–≥—Г–±–ї—П–µ—В—Б—П –њ—А–Є —В–Њ–ї—З–Ї–µ –Є —В—П–≥–µ, –Є —Г—Б—В–Њ–є—З–Є–≤–Њ—Б—В—М –Ї —В—А–µ–љ–Є—О —Б–ї–∞–є–і -–њ–ї–∞—Б—В–Є–љ—Л —Г–≤–µ–ї–Є—З–Є–≤–∞–µ—В—Б—П. –Т —В—П–ґ–µ–ї—Л—Е —Б–ї—Г—З–∞—П—Е, –£—В–µ—З–Ї–∞ —Б—В–∞–ї–Є –Љ–Њ–ґ–µ—В –≤–Њ–Ј–љ–Є–Ї–љ—Г—В—М –Љ–µ–ґ–і—Г —Б–Ї–Њ–ї—М–Ј—П—Й–Є–Љ–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П–Љ–Є. –†–µ—Д—А–∞–Ї—В–µ—А–љ—Л–є –Љ–∞—В–µ—А–Є–∞–ї, –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ—Л–є –і–ї—П —Б–ї–∞–є–і-–њ–ї–∞—Б—В–Є–љ—Л, –Ї–Њ–љ—В–∞–Ї—В–Є—А—Г–µ—В —Б –≤—Л—Б–Њ–Ї–Њ—В–µ–Љ–њ–µ—А–∞—В—Г—А–љ–Њ–є —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–є —Б—В–∞–ї—М—О –Є —И–ї–∞–Ї–Њ–Љ –≤–Њ –≤—А–µ–Љ—П –њ—А–Њ—Ж–µ—Б—Б–∞, –Є –њ—А–Њ–Є—Б—Е–Њ–і–Є—В —Б–µ—А–Є—П —Е–Є–Љ–Є—З–µ—Б–Ї–Є—Е —А–µ–∞–Ї—Ж–Є–є, –≤—Л–Ј—Л–≤–∞—П —Е–Є–Љ–Є—З–µ—Б–Ї—Г—О —Н—А–Њ–Ј–Є—О.
–£—В–µ—З–Ї–∞ —Б—В–∞–ї–Є –Є–Ј –њ–ї–∞—Б—В–Є–љ—Л –і–ї—П –Ј–∞—В–≤–Њ—А–∞ –Ї–Њ–≤—И–∞, –≤—Л–Ј–≤–∞–љ–љ–∞—П –љ–µ–њ—А–∞–≤–Є–ї—М–љ–Њ–є —А–∞–±–Њ—В–Њ–є
вСі –†–∞–±–Њ—В–∞ –њ—А–Њ—Ж–µ—Б—Б —Б–±–Њ—А–Ї–Є, –Х—Б—В—М –≤ –Њ—Б–љ–Њ–≤–љ–Њ–Љ —Б–ї–µ–і—Г—О—Й–Є–µ –њ—А–Є—З–Є–љ—Л.
вС†fter –≤–µ—А—Е–љ–Є–є —Б–Њ–њ–ї–Њ —Б–Њ–±—А–∞–љ, –Э–Є–ґ–љ—П—П —Д–Њ—А—Б—Г–љ–Ї–∞ –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –≤—Л–њ–µ—З–µ–љ–∞, —З—В–Њ–±—Л —Г–≤–µ–ї–Є—З–Є—В—М –њ—А–Њ—З–љ–Њ—Б—В—М –Љ–µ–ґ–і—Г –≤–µ—А—Е–љ–Є–Љ —Б–Њ–њ–ї–Њ–Љ –Є –Ї–Є—А–њ–Є—З–Њ–Љ —Б–Є–і–µ–љ—М—П, –І—В–Њ–±—Л –Є–Ј–±–µ–ґ–∞—В—М –њ—А–Є–ґ–Є–Љ–∞–љ–Є—П –≤–µ—А—Е–љ–µ–≥–Њ —Б–Њ–њ–ї–∞ –≤ –≤–µ—А—Е–љ—О—О —Б–ї–∞–є–і -–њ–ї–∞—Б—В–Є–љ—Г –≤–Њ –≤—А–µ–Љ—П –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П –±–µ–Ј –≤—Л–њ–µ—З–Ї–Є, –≤ —А–µ–Ј—Г–ї—М—В–∞—В–µ –њ—А–Њ–±–µ–ї–∞ –Љ–µ–ґ–і—Г –≤–µ—А—Е–љ–µ–є —Д–Њ—А–Љ–Њ—З–Ї–Њ–є –Є —Б–ї–∞–є–і -–њ–ї–∞—Б—В–Є–љ–Њ–є.
вС° –Ъ–Њ–≥–і–∞ –≥—А—П–Ј–µ–≤–∞—П –њ–Њ–і—Г—И–Ї–∞ –Ј–∞–ґ–Є–Љ–∞–µ—В—Б—П –љ–∞ –≤–µ—А—Е–љ–µ–є —Б–ї–∞–є–і -–њ–ї–∞—Б—В–Є–љ–µ, –Ш–Ј -–Ј–∞ —А–∞–Ј–љ–Є—Ж—Л –≤ –≤–Є–Ј—Г–∞–ї—М–љ–Њ–Љ –Ј–љ–∞—З–µ–љ–Є–Є —А–∞–Ј—А—Л–≤–∞, –У—А—П–Ј–µ–≤–∞—П –њ–ї–Њ—Й–∞–і–Ї–∞ —Б–ї–Є—И–Ї–Њ–Љ –Љ–∞–ї–Њ –Є–ї–Є —Б–ї–Є—И–Ї–Њ–Љ –Љ–љ–Њ–≥–Њ. –Ъ–Њ–≥–і–∞ –≥—А—П–Ј–µ–≤–∞—П –њ–ї–Њ—Й–∞–і–Ї–∞ —Б–ї–Є—И–Ї–Њ–Љ –Љ–∞–ї–Њ, –µ—Б—В—М –Ј–∞–Ј–Њ—А –Љ–µ–ґ–і—Г –≤–µ—А—Е–љ–µ–є —Д–Њ—А—Б—Г–љ–Ї–Њ–є –Є –≤–µ—А—Е–љ–µ–є —Б–ї–∞–є–і -–њ–ї–∞—Б—В–Є–љ–Њ–є, —З—В–Њ –Љ–Њ–ґ–µ—В –≤—Л–Ј–≤–∞—В—М —Г—В–µ—З–Ї—Г —Б—В–∞–ї–Є –Љ–µ–ґ–і—Г –≤–µ—А—Е–љ–µ–є —Д–Њ—А–Љ–Њ—З–Ї–Њ–є –Є –≤–µ—А—Е–љ–µ–є —Б–ї–∞–є–і -–њ–ї–∞—Б—В–Є–љ–Њ–є –Є–ї–Є —Б—В–∞–ї—М–љ—Л–Љ –Ј–∞–ґ–Є–Љ–Њ–Љ –Љ–µ–ґ–і—Г –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П–Љ–Є –њ–ї–∞—Б—В–Є–љ—Л. –≠—В–Њ—В –≤–Є–і —Г—В–µ—З–Ї–Є —Б—В–∞–ї–Є –±–Њ–ї–µ–µ –≤—А–µ–і–µ–љ. –Я–Њ—Б–ї–µ —Г—В–µ—З–Ї–Є –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –љ–∞ —А–∞–љ–љ–µ–є —Б—В–∞–і–Є–Є, –Ю–љ –і–Њ–ї–ґ–µ–љ –±—Л—В—М –Њ–±—А–∞–±–Њ—В–∞–љ –Ї–∞–Ї –Љ–Њ–ґ–љ–Њ —Б–Ї–Њ—А–µ–µ, —З—В–Њ–±—Л –Є–Ј–±–µ–ґ–∞—В—М —Г—В–µ—З–Ї–Є —Б—В–∞–ї–Є —Б–Њ –≤—Б–µ—Е —Б—В–Њ—А–Њ–љ –љ–∞ –±–Њ–ї–µ–µ –њ–Њ–Ј–і–љ–µ–є —Б—В–∞–і–Є–Є, —Б–ґ–Є–≥–∞–љ–Є–µ –±–Њ–ї—В–Њ–≤ —Б –Ј–∞–≤—П–Ј–Ї–Њ–є –Љ–µ—Е–∞–љ–Є–Ј–Љ–∞ –Є —Б–ґ–Є–≥–∞–љ–Є–µ –Љ–µ—Е–∞–љ–Є–Ј–Љ–∞; –Ъ–Њ–≥–і–∞ –≥—А—П–Ј–µ–≤–∞—П –њ–ї–Њ—Й–∞–і–Ї–∞ —Б–ї–Є—И–Ї–Њ–Љ –Љ–љ–Њ–≥–Њ, –Ы–µ–≥–Ї–Њ –њ—А–Є–≤–µ—Б—В–Є –Ї —А–∞–Ј—А—Л–≤—Г –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —Б–ї–∞–є–і -–њ–ї–∞—Б—В–Є–љ—Л. –Т–Њ –≤—А–µ–Љ—П –њ—А–Њ—Ж–µ—Б—Б–∞ –Ј–∞–ї–Є–≤–Ї–Є, —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–∞—П —Б—В–∞–ї—М –Њ–±—А–∞–Ј—Г–µ—В —Б—В–∞–ї—М–љ—Л–µ –Ј–∞–ґ–Є–Љ—Л –љ–∞ —В—А–µ—Й–Є–љ–∞—Е, –Є —Г—В–µ—З–Ї–∞ —Б—В–∞–ї–Є –±—Г–і–µ—В –≤—Л–Ј–≤–∞–љ–∞ –њ–Њ—Б–ї–µ —В–Њ–≥–Њ, –Ї–∞–Ї –Ј–∞–ґ–Є–Љ—Л –≤–Њ–і—П–љ—Л—Е —Б–Њ–њ–ї–Њ –±—Г–і—Г—В –≤—Л—В—П–љ—Г—В—Л –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ —А–∞–Ј, —З—В–Њ–±—Л —А–∞—Б—И–Є—А–Є—В—М.
вСҐ –Т—Л—Б–Њ–Ї–Њ—В–µ–Љ–њ–µ—А–∞—В—Г—А–љ–∞—П –њ—А–Њ—З–љ–Њ—Б—В—М –Ї–Є—А–њ–Є—З–∞ —Б–Є–і–µ–љ—М—П –љ–∞—Б–∞–і–Ї–Є –љ–Є–Ј–Ї–∞—П. –Я—А–Є –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–Є –њ–љ–µ–≤–Љ–∞—В–Є—З–µ—Б–Ї–Њ–≥–Њ –≤—Л–±–Њ—А–∞, —З—В–Њ–±—Л –љ–∞–≥—А–µ—В—М –≤–µ—А—Е–љ—О—О —Д–Њ—А—Б—Г–љ–Ї—Г –Ї–Є—А–њ–Є—З–∞ –ї–Є–Ї–Њ–≤–∞, –Я–љ–µ–≤–Љ–∞—В–Є—З–µ—Б–Ї–∞—П –≥–Њ–ї–Њ–≤–Ї–∞ –і–ї—П –Ї–Є—А–Ї–Є —З–∞—Б—В–Њ –њ–Њ–≤—А–µ–ґ–і–∞–µ—В —Б–Є–і–µ–љ—М–µ –Ї–Є—А–њ–Є—З, –њ—А–Є–≤–µ—Б—В–Є –Ї —Г–≤–µ–ї–Є—З–µ–љ–Є—О –Ї–Є—А–њ–Є—З–∞ —Б–Є–і–µ–љ—М—П –≤ –і–Є–∞–Љ–µ—В—А–µ, –∞ –њ—А–Њ–Љ–µ–ґ—Г—В–Њ–Ї –Љ–µ–ґ–і—Г –Ї–Є—А–њ–Є—З–Њ–Љ —Б–Є–і–µ–љ—М—П –Є –Ї–Є—А–њ–Є—З–Њ–Љ –≤–µ—А—Е–љ–µ–≥–Њ —Б–Њ–њ–ї–∞. –Я—А–Є –љ–∞–ї–Є—З–Є–Є —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–є —Б—В–∞–ї–Є, —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–∞—П —Б—В–∞–ї—М –Њ–±—А–∞–Ј—Г–µ—В –≤–Є—Е—А—М –љ–∞ —Б–Є–і–µ–љ—М–µ –Ї–Є—А–њ–Є—З. –Я–Њ–і –≤–ї–Є—П–љ–Є–µ–Љ –њ—А–Њ–Љ—Л–≤–∞–љ–Є—П —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–є —Б—В–∞–ї–Є, —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–∞—П —Б—В–∞–ї—М –ї–µ–≥–Ї–Њ –њ—А–Њ–љ–Є–Ї–∞–µ—В –≤ –Ј–∞–Ј–Њ—А, –≤—Л–Ј—Л–≤–∞—П —Г—В–µ—З–Ї—Г —Б—В–∞–ї–Є –≤–Њ–Ї—А—Г–≥ –Ї–Є—А–њ–Є—З–∞ –≤–µ—А—Е–љ–µ–є —Д–Њ—А—Б—Г–љ–Ї–Є.
вС£ –Э–Є–ґ–љ–Є–є —Б–Њ–њ–ї–Њ –Ї–Є—А–њ–Є—В –≤–Њ –≤—А–µ–Љ—П –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є—П. –Ъ–Њ–≥–і–∞ –Ї–Є—А–њ–Є—З –љ–Є–ґ–љ–µ–≥–Њ —Б–Њ–њ–ї–∞ –њ–Њ–і–≤–µ—А–≥–∞–µ—В—Б—П –≤–Њ–Ј–і–µ–є—Б—В–≤–Є—О —Б—В–∞–ї–Є, –£ –љ–µ–≥–Њ –±—Г–і—Г—В –≥–Њ—А–Є–Ј–Њ–љ—В–∞–ї—М–љ—Л–µ —В—А–µ—Й–Є–љ—Л –њ–Њ–і –≤–Њ–Ј–і–µ–є—Б—В–≤–Є–µ–Љ —В–µ–њ–ї–Њ–≤–Њ–≥–Њ –љ–∞–њ—А—П–ґ–µ–љ–Є—П. –Я–Њ–і –і–µ–є—Б—В–≤–Є–µ–Љ –і–∞–≤–ї–µ–љ–Є—П —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–є —Б—В–∞–ї–Є, –Ґ—А–µ—Й–Є–љ—Л –њ–Њ—Б—В–µ–њ–µ–љ–љ–Њ —А–∞—Б—И–Є—А—П—О—В—Б—П –≤ —В—А–µ—Й–Є–љ—Л, –Ш —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–∞—П —Б—В–∞–ї—М –њ—А–Њ—Б–∞—З–Є–≤–∞–µ—В—Б—П –Є–Ј –љ–Є—Е. –Т —В—П–ґ–µ–ї—Л—Е —Б–ї—Г—З–∞—П—Е, –†–µ—Д—А–∞–Ї—В–µ—А–љ—Л–є –Љ–∞—В–µ—А–Є–∞–ї –њ–Њ–і —В—А–µ—Й–Є–љ–∞–Љ–Є —А–∞–Ј—А—Л–≤–∞–µ—В—Б—П –Є–Ј -–Ј–∞ –µ–µ —Б–Њ–±—Б—В–≤–µ–љ–љ–Њ–є —Б–Є–ї—Л —В—П–ґ–µ—Б—В–Є –Є –і–∞–≤–ї–µ–љ–Є—П —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–є —Б—В–∞–ї–Є.

вСµ –Ъ–Њ–≥–і–∞ —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–∞—П —Б—В–∞–ї—М –Ј–∞–ї–Є–≤–∞–µ—В—Б—П, —Б–њ–µ—З–µ–љ–љ—Л–є —Б–ї–Њ–є –і—А–µ–љ–∞–ґ–љ–Њ–≥–Њ –њ–µ—Б–Ї–∞ —Б–ї–Є—И–Ї–Њ–Љ —В–Њ–ї—Б—В—Л–є. –Ъ–Њ–≥–і–∞ —Б–ї–∞–є–і -–њ–ї–∞—Б—В–Є–љ–∞ –њ–Њ–ї–љ–Њ—Б—В—М—О –Њ—В–Ї—А—Л—В–∞, –°—В–Њ–њ–ї–µ–љ–љ—Л–є —Б–ї–Њ–є –ї–Њ–Љ–∞–µ—В—Б—П, –Є —Б—В–∞–ї—М –њ–Њ—П–≤–ї—П–µ—В—Б—П, –Ї–Њ–≥–і–∞ —В–µ—З–µ—В, –Ј–∞—Б—В–∞–≤–ї—П—П —Б–Ї–Њ–ї—М–Ј—П—Й–µ–µ –Ї–Њ–ї–µ—Б–Њ —В—А–Њ–ї–ї–µ–є–±—Г—Б–∞ –њ—А–Є–і–µ—А–ґ–Є–≤–∞—В—М—Б—П —Б—В–∞–ї–Є. –Т–Њ –≤—А–µ–Љ—П –њ—А–Њ—Ж–µ—Б—Б–∞ –Ј–∞–ї–Є–≤–Ї–Є, –Я—А–Є–ї–Є–њ–∞—О—Й–∞—П —Б—В–∞–ї—М —А–∞–Ј—А—Г—И–∞–µ—В –±–∞–ї–∞–љ—Б –і–∞–≤–ї–µ–љ–Є—П –Љ–µ—Е–∞–љ–Є–Ј–Љ–∞, –£–≤–µ–ї–Є—З–Є–≤–∞–µ—В –Ј–∞–Ј–Њ—А –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–ї–∞—Б—В–Є–љ—Л, –Є –≤—Л–Ј—Л–≤–∞–µ—В –љ–µ—Б—З–∞—Б—В–љ—Л–µ —Б–ї—Г—З–∞–Є.
вСґ –†–∞–±–Њ—В–∞ –≤ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ–љ–љ–Њ–Љ –њ—А–Њ—Ж–µ—Б—Б–µ, –Ш–Ј-–Ј–∞ –∞–≤–∞—А–Є–Є –љ–∞ –Њ–і–љ–Њ–Љ –Љ–µ—Б—В–µ –≤ –Ї–≤–∞–і—А–∞—В–љ–Њ–є –Ј–∞–≥–Њ—В–Њ–≤–Ї–µ, –°—В–∞–ї—М–љ–Њ–µ –≤—А–µ–Љ—П —А–Є—Б–Њ–≤–∞–љ–Є—П –±—Л–ї–Њ –њ—А–Њ–і–ї–µ–љ–Њ, –С–Њ–ї—М—И–Њ–є –Ї–Њ–≤—И –±—Л–ї –њ–Њ–ї—Г–њ—А–Њ–≥—А–Њ–Ј–љ—Л–Љ –≤ —В–µ—З–µ–љ–Є–µ –і–Њ–ї–≥–Њ–≥–Њ –≤—А–µ–Љ–µ–љ–Є, –Є —Б–Ї–Њ–ї—М–Ј—П—Й–µ–µ —Б–Њ–њ–ї–Њ —З–∞—Б—В–Њ –Њ—В–Ї—А—Л–≤–∞–ї–Њ—Б—М –Є –Ј–∞–Ї—А—Л—В–Њ, –њ—А–Є–≤–Њ–і—П –Ї —Б–µ—А—М–µ–Ј–љ–Њ–є —Н—А–Њ–Ј–Є–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–ї–∞—Б—В–Є–љ—Л. –Ъ–Њ–≥–і–∞ —А–∞–Ј–і–≤–Є–ґ–љ–Њ–µ —Б–Њ–њ–ї–Њ –±—Л–ї–Њ –њ–Њ–ї—Г–±–µ—Б–Ї, –Э–Є–ґ–љ–Є–є —Б–ї–∞–є–і -–Ї–Є—А–њ–Є—З –±—Л–ї —Б–Є–ї—М–љ–Њ –њ–Њ–і—И–Є–њ–µ–љ —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–є —Б—В–∞–ї—М—О –Є–Ј -–Ј–∞ –њ–µ—А–µ—Е–≤–∞—В–∞ —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–Њ–є —Б—В–∞–ї–Є. –І–µ—А–µ–Ј –і–Њ–ї–≥–Њ–µ –≤—А–µ–Љ—П, –Ъ–∞–љ–∞–≤–Ї–Є –±—Г–і—Г—В —Б—Д–Њ—А–Љ–Є—А–Њ–≤–∞–љ—Л –љ–∞ —Б–ї–∞–є–і -–Ї–Є—А–њ–Є—З–Є, –Є –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –љ–Є–ґ–љ–µ–≥–Њ —Б–ї–∞–є–і–∞ –њ–Њ—П–≤—П—В—Б—П –Ї–∞–љ–∞–≤–Ї–Є –≤ —Д–Њ—А–Љ–µ –њ–Њ–і–Ї–Њ–≤—Л. –Ъ–Њ–≥–і–∞ –Ї–Њ–≤—И –±—Л–ї –Ј–∞–Ї—А—Л—В, —А–∞—Б–њ–ї–∞–≤–ї–µ–љ–љ–∞—П —Б—В–∞–ї—М –Ї–Њ–љ–і–µ–љ—Б–Є—А–Њ–≤–∞–љ–∞ –≤ –Ї–∞–љ–∞–≤–Ї–µ, –≤ —А–µ–Ј—Г–ї—М—В–∞—В–µ —Б—В–∞–ї—М–љ–Њ–є –Ј–∞–ґ–∞—В–Њ–є –Љ–µ–ґ–і—Г –і–≤—Г–Љ—П —Б–ї–∞–є–і–∞–Љ–Є. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ –≤—А–µ–Љ–µ–љ–Є —Г–њ—А–∞–≤–ї–µ–љ–Є—П –њ–Њ—В–Њ–Ї–Њ–Љ –±—Л–ї–Њ –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ —З–∞—Б—В—Л–Љ, –Є —В–µ–љ–і–µ–љ—Ж–Є—П —Б—В–∞–ї—М–љ–Њ–≥–Њ —Б—Н–љ–і–≤–Є—З–∞ –±—Л–ї–∞ –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –±—Л—Б—В—А–Њ–є, –Ї–Њ—В–Њ—А—Л–µ –±—Л–ї–Є –њ–Њ–і–≤–µ—А–ґ–µ–љ—Л –љ–µ—Б—З–∞—Б—В–љ—Л–Љ —Б–ї—Г—З–∞—П–Љ –љ–∞ —Г—В–µ—З–Ї–µ —Б—В–∞–ї–Є –љ–∞ –±–Њ–ї–µ–µ –њ–Њ–Ј–і–љ–µ–є —Б—В–∞–і–Є–Є –ї–Є—В—М—П (–§–Є–≥—Г—А–∞ 2).
–Т–Є—З–∞—В
–°–Ї–∞–љ–Є—А—Г–є—В–µ QR-–Ї–Њ–і —Б –њ–Њ–Љ–Њ—Й—М—О WeChat