
電融α-βコランダムれんがは、高純度のアルミナ原料を2000℃以上の温度で溶解・鋳造して作られるアルミナ系耐火物です。. Naが違うので2○3 コンテンツ, α-Na2O3とアルミニウム系薬品の配合比が異なります, それで 溶融コランダムレンガ 具体的には3つのカテゴリーに分けられます: あ、な2○3, α-βNa2○3, およびβ-Na2○3.

溶融α-βコランダムれんがの製造工程
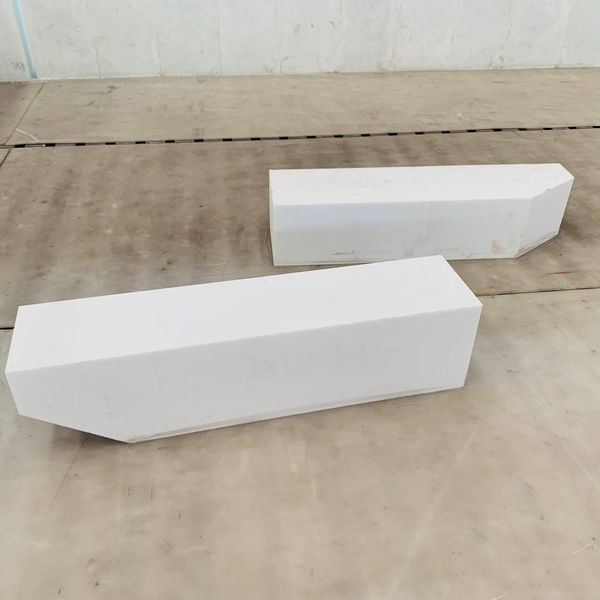
電融α-βコランダム煉瓦は、高純度の焼成アルミナと少量の添加剤から作られています。, with an alumina content of >95%. バッチ処理後, それらは三相電気アーク炉に入れられます, 2300℃以上の高温で製錬, そして特殊な型に流し込みます. , 断熱焼鈍後に取り出します, 粗いレンガは正確な冷間加工を受けます, 組み立て前, お客様のニーズに合った溶融コランダムレンガとなるよう検査・検査を行います.
溶融α-βコランダムレンガの応用
溶融α-βコランダムれんがは、ガラス炉に使用される高級溶融耐火物です。. ガラス侵食に対する優れた性能により、, 泡立ちに対する耐性, そして石への耐性, 特にガラス液体をほとんど汚染せずに汚染する能力, したがって, ガラス溶解炉の清澄部などのガラス成形部品に広く使用されています。, 作業タンク, 流路, そしてフィードチャンネル.
溶融耐火物の注入方法

電気溶融耐火物は高温の液体材料から鋳造されます。. 液体材料は凝縮プロセス中に収縮し、収縮キャビティが発生します。. 鋳造時に引け巣を考慮する必要がある, レンガが異なれば注入方法も異なります.
溶融AZSレンガとして, 製造方法は大きく分けて4つあります: 通常の鋳造 (ラジコン), 傾斜鋳造 (TC), 無収縮鋳造VF), そして準多孔質 (ENC). しかし, 溶融AZSレンガ全体は通常の鋳物に過ぎません. 鋳造方法は2種類あります: 鋳造 (ラジコン) 無収縮鋳造 (VF).

従来の鋳造品 (ラジコン) 一般的な鋳造方法です. 製品の引け巣は鋳造口の下部に存在します。. ガラス溶解炉の上部構造など比較的腐食が遅い部分によく使用されます。. しかし, 溶融α-βコランダムレンガが使用される部品の全体温度は、溶融AZSが使用される部品よりもはるかに低くなります。. したがって, 作業プールの壁と舗装、および前炉レンガも収縮穴のない通常の鋳造製品で作られています。. 鋳造 (VF) 製造中にスプルーに引け巣が集中する. 冷却後, スプルーを切断して引け巣のない製品を製造します. しかし, 切断面に規格範囲内の少量の引け巣が残ることを許容します。. 引け穴のない鋳物は作業プールの壁や舗装に広く使用されています, フィードチャネル, チャンネル, および他の部分.
微信
wechatでQRコードをスキャン