
Posuvná hubice pánve je důležitým systémem pro řízení výroby oceli. Pokud ze systému během používání uniká ocel, vážně omezí stabilní a plynulou výrobu a ohrozí bezpečnost personálu a zařízení. Tento článek analyzuje různé faktory, které ovlivňují netěsnost systému žáruvzdorných šoupátkových desek pánve.

Analýza příčiny úniku oceli ze žáruvzdorné šoupátkové desky pánve
1. Netěsnost plechu šoupátka způsobená mechanickými příčinami
Kvůli částečné deformaci držáku nebo použití některých pružin, upínací síla na obou stranách je nekonzistentní, což má za následek nerovnoměrný povrchový tlak mezi dvěma posuvnými cihlami, jedna strana je vystavena větší síle, a druhá strana je vystavena menší síle. Když tlak roztavené oceli překročí povrchový tlak na obou stranách mezi dvěma šoupátky, roztavená ocel vstoupí mezi dva kluzné povrchy, způsobí, že šoupátko sevře ocel nebo unikne ocel.
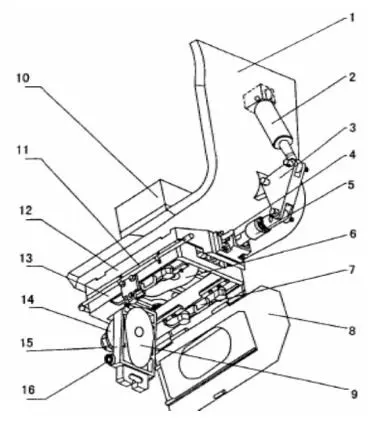
Schématický diagram pánvička posuvná hradlová deska: 1. Stěna pánve; 2. Hydraulický válec; 3. Stativ; 4. Podpora; 5. Tažná tyč; 6. Horní skluzavka; 7. Lisovací část; 8. Ochranná deska; 9. Spodní skluzavka; 10. Základní cihla pro přívod vody; 11. Potrubí studeného vzduchu; 12. Čtvercová spodní deska; 13. Konzola; 14. Otočná objímka spodního přívodu vody; 15. Posuvný vozík; 16. Posuvné kolo vozíku
Kvůli pádu jezdce nebo uvolnění spodní otočné objímky, tlak na povrch desky je nedostatečný, což může snadno způsobit, že povrch desky sevře ocel, když je průtok během procesu řízen. Jak se sevření povrchu desky zesiluje, mezera mezi kluznými deskami se postupně zvětšuje, a nakonec způsobuje únik oceli. Pád jezdce způsobí, že vozík během provozu není schopen udržet vodorovný provoz, což má za následek mezery mezi kluznými deskami; když je spodní otočná objímka uvolněná, spodní posuvná deska se potopí, což má za následek vznik mezer mezi povrchy desek.
Netěsnost oceli způsobená žáruvzdorným materiálem posuvného uzávěru pánve

⑴ Při lití oceli upravené vápníkem nebo oceli s vysokým obsahem manganu, horní přívod vody a kluzné cihly mají špatnou odolnost proti korozi, přívod vody a skluzavka se rychle roztahují, a efektivní zdvih saní se zmenší, což může snadno způsobit, že se tok odlévání vymkne kontrole nebo povrch desky sevře ocel.
⑵ Horní a spodní posuvné cihly mají nízkou pevnost při vysokých teplotách nebo špatnou odolnost vůči “tepelný šok”. Než se sklíčko nalije, při povrchové teplotě desky (~350 ℃) začne lít ocel, licí otvor se náhle dostane do kontaktu s vysokoteplotní roztavenou ocelí (~1580 ℃) a je vystaven silnému “tepelný šok”. Vnější strana licího otvoru vytváří tahové napětí přesahující pevnost šoupátka, vytváření radiálních trhlin se středem na licím otvoru. Vznik trhlin urychluje chemickou erozi, a zároveň, chemické erozní reakce podporují vznik a expanzi trhlin (v těžkých případech, praskliny budou prosakovat ocel a unikat ocel).
⑶ Pracovní povrchy horních a spodních saní mají nízkou odolnost proti opotřebení při vysokých teplotách (materiál sklíčka má špatnou odolnost proti oxidaci nebo horní a spodní sklíčka špatně sedí, mezera je příliš velká, a vzduch vdechovaný během lití oceli způsobuje oxidaci kluzného povrchu a snížení pevnosti), a kluzná plocha je snadná “hrubý”. Poté, co je roztavená ocel infiltrována, a “zdrsnění” jev se zhoršuje při tlačení a tahu, a zvyšuje se třecí odpor kluzné desky. V těžkých případech, mezi kluznými plochami může dojít k úniku oceli. Žáruvzdorný materiál použitý pro kluznou desku přichází během procesu do kontaktu s vysokoteplotní roztavenou ocelí a struskou, a dochází k řadě chemických reakcí, způsobující chemickou erozi.
Netěsnost oceli z plechu šoupátka pánve způsobené nesprávným provozem
⑴Během procesu montáže, existují především následující důvody.
①Po sestavení horní trysky, spodní tryska musí být vypálena, aby se zvýšila pevnost mezi horní tryskou a sedlovou cihlou, aby se zabránilo zatlačení horní trysky do horní posuvné desky během použití bez pečení, což má za následek mezeru mezi horní tryskou a posuvnou deskou.
②Když je podložka na bahno upnutá na horní posuvné desce, kvůli rozdílu ve vizuální hodnotě mezery, bahenní polštář je příliš malý nebo příliš velký. Když je bahenní polštář příliš malý, mezi horní tryskou a horní kluznou deskou je mezera, což může způsobit únik oceli mezi horní tryskou a horní kluznou deskou nebo ocelové sevření mezi povrchy desky. Tento druh úniku oceli je škodlivější. Po úniku dochází v rané fázi, musí se s ním zacházet co nejdříve, aby se v pozdější fázi zabránilo úniku oceli ze všech stran, spálení šroubů spojovací tyče mechanismu a spálení mechanismu; když je bahnitého polštáře příliš mnoho, je snadné způsobit prasknutí povrchu kluzné desky. Během procesu nalévání, roztavená ocel vytvoří v trhlinách ocelové svorky, a únik oceli bude způsoben po několikanásobném zatažení za svorky vodní trysky, aby se roztáhly.
③ Pevnost cihly sedla trysky při vysoké teplotě je nízká. Při použití pneumatického hrotu pro tepelnou výměnu horní části hubice pánve, hlava pneumatického sběrače často poškozuje kostku sedla, způsobí, že se průměr sedlové cihly rozšíří a mezera mezi sedlovou cihlou a horní výlevkovou cihlou se zvětší. Při lití roztavené oceli, roztavená ocel tvoří vír v sedlové cihle. Pod vlivem odírání roztavené oceli, roztavená ocel snadno proniká do mezery, způsobující únik oceli kolem horní cihly trysky.
④ Spodní kostka trysky během používání praskne. Když je spodní cihla trysky vystavena oceli, vlivem tepelného namáhání bude mít vodorovné trhliny. Působením tlaku roztavené oceli, trhliny se postupně rozšiřují v trhliny, a vytéká z nich roztavená ocel. V těžkých případech, žáruvzdorný materiál pod trhlinou se láme vlastní gravitací a tlakem roztavené oceli.

⑵ Když se nalije roztavená ocel, slinutá vrstva drenážního písku je příliš silná. Když je posuvná deska zcela otevřena, slinutá vrstva se rozbije a ocel se objeví, když stéká dolů, což způsobí, že se kolo posuvného vozíku přilepí k oceli. Během procesu nalévání, lepící ocel ničí tlakovou rovnováhu mechanismu, zvětšuje mezeru na povrchu desky, a způsobuje nehody s únikem oceli.
⑶Během výrobního procesu, kvůli jednoproudové havárii čtvercového sochoru, doba tažení oceli se prodloužila, velká pánev byla dlouho poloproudově litá, a posuvná tryska byla často otevírána a zavírána, což vede k vážné erozi povrchu desky. Když byla kluzná tryska poloproudově litá, spodní posuvná cihla byla silně vydrhnuta roztavenou ocelí v důsledku zachycení roztavené oceli. Po dlouhé době, na posuvných cihlách by se vytvořily drážky, a na povrchu spodního skluzu by se objevily rýhy ve tvaru podkovy. Když byla naběračka zavřená, roztavená ocel kondenzovala v drážce, výsledkem je ocel vložená mezi dvě sklíčka. Navíc, počet dob řízení průtoku byl poměrně častý, a trend ocelového sendvičování byl poměrně rychlý, který byl náchylný k nehodám s únikem oceli v pozdější fázi odlévání (Postava 2).
WeChat
Naskenujte QR kód pomocí wechat